Гибка металлических профилей может осуществляться разными гибочными установками. Одним из самых лучших способов для этой цели является профилегибочный станок или попросту профилегиб. Только стоит такое оборудование довольно дорого, поэтому оно не всем доступно. Тем не менее, упрощенный вариант станка можно сделать самостоятельно, при этом подогнав его под ваши потребности. О том, как сделать профилегиб расскажем далее.
Содержание
Характеристики профилегиба
Конструкция профилегибов
Принцип работы профилегиба
Классификация профилегибов
Изготовление профилегибов ручных своими руками
Характеристики профилегиба
Для начала рассмотрим классификацию профилегибов, их конструкцию, а также принцип работы.
Сегодня такие инструменты широко используются для изготовления различных труб из металлических профилей. Профилегибочные станки способны гнуть как часть, так и весь профиль. Некоторые модели позволяют согнуть заготовки даже на 360 градусов. Причем для этого может использоваться любой материал. Для того чтобы изогнуть металл под нужным углом, нередко также применяют самодельные профилегибы.
Для осуществления гибки не требуется предварительного нагревания детали. Инструмент работает путем холодного проката. С помощью профилегиба можно получить детали различной формы. Они могут быть как симметричными, так и несимметричными, с одним или с несколькими изгибами.
Такие станки способны сделать изгиб всего за один прокат. Профили могут быть обработаны как в вертикальной, так и горизонтальной плоскости. Профилегиб позволяет делать из металлических заготовок и профилей окружности, зигзаги, спирали. Кроме того, при помощи них можно сделать как закрытые, так и открытие профили. Они также способны изготовить детали с плавным переходом.
На сегодняшний день данные станки широко используются в различных областях промышленности, в том числе при строительстве, ремонте зданий и автомобилей, а также при производстве мебели.
Процесс сгибания на профелегибах состоит из двух основных движений:
Прокатывание заготовки между роликами.
Одновременный поджим верхнего (или боковых) ролика.
Конструкция профилегибов
Гибочные станки представляют собой устройство, оснащенное механическим, гидравлическим или электрическим приводом. Они обычно имеют небольшие габариты и массу. Создавать детали различной конфигурации можно благодаря использованию специальных насадок.
По конструкции различают несколько разновидностей систем роликовых профилегибов:
Станок с верхним подвижным роликом. Считаются самыми простыми. Ведь в этом случае в движение приходит только верхний ролик. В установках ручного типа ролик перемещается за счет редуктора. В гидравлических станках — при помощи гидросистемы. Тот факт, что ролики расположены сверху, позволяет рассчитать возможный радиус для изгиба изделий. При этом градиент и погрешность при деформации профиля являются небольшими.
Установки с левым подвижным роликом. Эти станки удобны, если необходимо завить спираль. Отличие данной конструкции от предыдущей заключается только в механике привода ролика. Некоторые модели оснащаются программным управлением, что позволяет контролировать градиент гибки, а также гнуть деталь по индивидуальным чертежам. Существуют модели, с заранее установленными функциями гибки.
Станок с подвижными нижними (боковыми) роликами. Данные устройства используются для работы с профилями большого размера. Это достигается благодаря тому, что усилие во время гибки распределяется на оба нижних вала. Данные виды станков оснащаются гидравлическим приводом. При этом у каждого вала имеется свой контролер положения. Ролики в этом случае перемещаются по сегменту окружности, из-за чего эта конструкция стала самой распространённой.
Установка со всеми подвижными роликами. Данные станки имеют самую сложную конструкцию. Они сочетают в себе все основные достоинства профилегибов, указанных выше. Они могут выполнять работы, которые на остальных станках можно сделать только по отдельности. Таким образом, эту конструкцию можно назвать универсальной.
Принцип работы профилегиба
Профилегиб отличается от прочих трубогибочных станков тем, что деформация металла происходит за счет проката, а не с помощью изгиба.
Порядок работы:
Этот инструмент довольно жёстко устанавливается. После чего через отверстие в раме закрепляется материал (профиль) при помощи анкерных болтов.
Перед началом работы нужно обязательно проверить, правильно ли выполнено заземление механических и электрических соединений.
Перед первым пуском ролики станка обязательно нужно очистить от смазки. Это можно сделать при помощи простой сухой тряпочки. Кроме того, необходимо проверить, чтобы напряжение сети соответствовало характеристикам инструмента.
Затем следует обкатка станка на холостом ходу в течение получаса. Если за это время были обнаружены неполадки, то работу нужно остановить и обязательно устранить все найденные неисправности.
Если станок исправен, то нужно очистить все детали от масла.
Затем следует проверить твердость материала (по всей длине заголовки она должна быть одинаковая).
После чего ролики нужно настроить под обработку изгибаемой детали. Это делается следующим образом:
сначала откручивается гайка крепления прижимных и опорных роликов. Это можно выполнить с помощью ключа;
затем ролики устанавливаются на валы со шпонкой;
они закрепляются с помощью гаек;
далее прижимной ролик поднимают в верхнее положение. Это выполняется с помощью рукоятки.
Когда ролики настроены, заготовка зажимается между валами. После чего она прокатывается между ними под высоким давлением, что приводит к изгибу профиля. Чтобы задать радиус кривизны, нужно поднять и опустить верхний вал. Если профилегиб ручной, то механизм приводится в движение при помощи вращаемого оператором рычага. Электрический вариант работает за счет установленного электродвигателя.
Классификация профилегибов
Существует несколько типов таких станков. Каждый из них имеет свои характерные особенности. Различают следующие виды установок:
Профилегибы электрические.
Гидравлические.
Ручные.
Изготовление профилегибов ручных своими руками
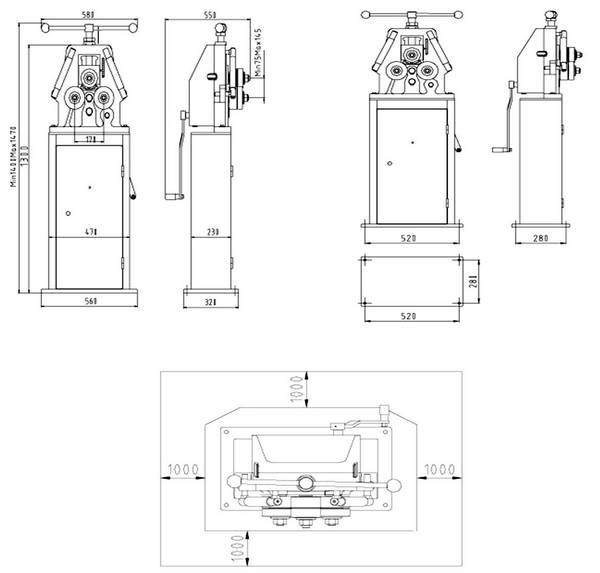
Чертеж профилегиба:
Самодельный профилегиб стоит использовать только в том случае, если он нужен для простого сгибания трубы. Для более объемных работ требуется уже приобретать профессиональные станки.
Итак, если вы решили сделать этот инструмент, то, прежде всего, нужно знать, что его конструкция подбирается в зависимости от диаметра трубы. Так, если она имеет диаметр менее 20 миллиметров, то её можно согнуть при помощи бетонной плиты с отверстиями. Сгибание в этом случае происходит следующим образом:
В плиту вставляются стальные штыри.
Трубу поместить между штырями и выгнуть на необходимый угол.
Если диаметр трубы больше 25 миллиметров, то тут потребуется инструмент более сложной конструкции.
Порядок работ:
Для изготовления профилегиба своими руками нужно прикрепить сначала ролики на основание. Они должны иметь круглое сечение боковой грани. Важно, чтобы диаметр сечения был такой же, как и у трубы для сгибания.
Труба вставляется между роликами, после чего один из её концов фиксируется.
Свободный конец материала нужно прикрепить к лебедке.
Затем механизм лебедки приводится в действие.
Лебедка останавливается, когда труба достигнет необходимого изгиба.
Ещё один вариант самодельного станка:
Для этого потребуется цементный раствор. Он смешивается из расчета, что на одну часть цемента понадобится четыре части песка.
Затем толстые отрезки труб диаметром 80-90 миллиметров нужно будет вставить в площадку, засыпанную щебнем, на расстоянии примерно 40-50 миллиметров друг от друга.
Затем площадка заливается цементом. Важно, чтобы при этом трубы остались строго вертикальными.
Нужно дождаться, пока площадка высохнет (на это требуется обычно до 2 суток).
Чтобы не появились трещины и деформация, перед нагреванием трубу следует набить кварцевым речным песком. Перед этим один её конец затыкается пробкой.
Затем песок в небольшом количестве засыпается в обрезок трубы. После чего он подогревается до темно-вишневого цвета.
Когда материал остынет, можно набить песком остальной объем трубы.
Если труба имеет длину не более 1,5-2 метров, то набить её можно вручную небольшими порциями. Чтобы при этом не образовывались пустоты, нужно после каждой порции обстукивать внешнюю сторону молотком. Главное, чтобы песок немного не доходил до верхнего края трубы. Это место понадобится для пробки.
В забитой пробке должно быть несколько отверстий. Они нужны для того, чтобы из трубы могли выйти образовавшиеся газы.
Затем нужно взять мел и нанести с помощью него метку в месте наибольшего изгиба. Его радиус должен быть не более 3-4 диаметров трубы.
Если необходимо согнуть трубу под углом 45 градусов, то интервал прогревания берется равным 3 её диаметрам.
Если нужно согнуть материал под углом 60 градусов, то допускается взять интервал прогрева равный 4 диаметрам.
Если трубу нужно будет согнуть под прямым углом, то место прогрева должно быть равно примерно 6 её диаметрам.
Когда труба полностью прогреется, то от неё отлетит вся окалина. В этот момент нужно прекратить дальнейший нагрев.
Если появляются искры, то это является признаком того, что нагрев был слишком долгим.
Важно, чтобы труба была изогнута за один прогрев. В противном случае, структура металла может ухудшиться. Во время работы обязательно нужно соблюдать все правила безопасности.
Когда труба приняла желаемую форму, то пробка из неё вытягивается, а кварцевый песок высыпается.