

Ускоритель твердения бетона: паровой прогрев при атмосферном давлении, автоклавный метод, электропрогрев
Любое строительство должно осуществляться в определённые сроки, которые закладываются ещё в проекте, но иной раз возникают определённые форс-мажорные обстоятельства, в связи с чем может возникнуть вопрос, как ускорить твердение бетона, как основного связующего компонента. Такими непредвиденными обстоятельствами могут быть нестыковки со смежниками, погодные условия и даже банальная халатность работников, но сроки от этого меняться не могут, следовательно, процесс в некоторых моментах приходится ускорить. Для этого существует несколько способов, позволяющих растворам быстрее схватываться, и о них пойдёт речь ниже, а кроме этого, мы сможем продемонстрировать вам видео в этой статье по данной теме. Заливка бетона Обычные тяжёлые бетоныПримечание. Согласно ГОСТ 18105-86 (Правила контроля прочности) марочная прочность бетона достигается через 28 суток после его укладки на место использования. Но нынешние темпы строительства, а также различные форс-мажорные обстоятельства, о которых упоминалось во вступлении, требуют использовать различные способы ускорения твердения бетона. Качество продукции от этого никак не ухудшается, зато сокращается время производства, а вместе с ним и его стоимость, что тоже очень важно. Что это такоеУскоритель РЕЛАМИКС-ПК
Паровой прогрев при атмосферном давлении Камера пропаривания универсальная КПУ-1М с пультом управления Наиболее популярный ускоритель твердения для бетона на большинстве ЗЖБИ, это его тепловая обработка камерах пропаривания с помощью насыщенного пара. Весь процесс при этом можно разделить на четыре основных этапа, первым из которых можно назвать отформование ЖБ изделия ( узнайте также что такое модуль упругости бетона). Отформование или этап №1 происходит при температуре 18?C-22?C, где залитая конструкция выдерживается некоторое время (в зависимости от её размеров). Это приводит к тому, что раствор начинает схватываться, то есть, он приобретает начальную прочность. После этого приступают к этапу №2, когда отформованную конструкцию начинают обдавать горячим паром и та прогревается от верхних слоёв — к средине, наполняясь водой. Такое насыщение происходит за счёт процесса конденсации — горячий пар, соприкасаясь более холодными стенками ЖБИ, проникает в его поры. Благодаря повышению температуры увеличивается скорость твердения бетона. Именно на этом этапе происходят самые значительные деструктивные процессы из-за теплового расширения компонентов от нагрева конструкции. Так как плита нагревается неравномерно (сверху — быстрее, изнутри — медленнее) и водяные пары создают определённое давление, то это тоже усиливает деструкцию. Наиболее эффективно такой процесс развивается, когда температура превышает 50?C — увеличивается объёмный коэффициент расширения воды и воздуха.  Выдержка ЖБИ до пропаривания Когда всё ЖБ изделие достигает равномерного прогрева во всех своих слоях, деструктивные процессы завершаются, тогда начинается интенсивный рост прочности, что можно назвать этапом №3. Далее следует этап №4, когда начинается охлаждение бетона после изотермического охлаждения. Получается, что вся конструкция как бы сжимается, и при этом сокращаются её поры, выдавливая тем самым влагу на поверхность, где та и высыхает достаточно быстро. Но этот процесс должен быть строго контролируем, так как при резком охлаждении могут образовываться трещины в конструкции, особенно это касается невысоких марок бетонов. В связи с этой опасностью температуру в камере понижают достаточно медленно, в зависимости от величины конструкции — чем больше её объём — тем выше опасность растрескивания. Поэтому инструкция предусматривает более мелких изделий понижение температуры не быстрее, чем на 30?C-40?C в час, а для более крупных — на 20?C-30?C в час. Также уделяется внимание и изъятию плиты из камеры — разница в температуре внутри камеры и снаружи не должна превышать 40?C. Примечание. Примечательно, что такой метод можно сделать более эффективным, используя различные ускорители схватывания и твердения бетона (химические добавки), которые понижают деструктивные изменения. Это не только повышает качество, но и сокращает весь рабочий процесс. Автоклавный метод Автоклавы При прогреве паром бетонных изделий при температуре от 160?C до 180?C под давлением от 8 до 12 атмосфер конструкция продолжает сохранять воду в порах в капельножидком состоянии. Каких-либо существенных различий в процессе отвердения цемента между автоклавным методом и атмосферным давлением не существует. Хотя здесь после четырёх-шести часов интенсивного прогрева прочность изделия может даже превысить марочную, что приводит к большей закристаллизованности цементного камня и, как следствие, его твердение после этого происходит медленнее, нежели после горячей обработки при атмосферном давлении. Зато при автоклавной обработке существует одна значительная отличительная особенность — зёрна заполнителей из кислых горных пород взаимодействуют с гидролитической известью портландцемента (при температуре выше 100?C). Благодаря этому улучшаются технические свойства и структура бетонного изделия. Но в связи с неким дефицитом такого оборудования и сложностью производственных технологий возрастает цена таких процессов — в связи с этим для обычных бетонов такой метод не получил широкого применения и чаще используется для изготовления ячеистых бетонов. Электропрогрев Использование провода ПНСВ для прогрева Такой способ прогрева достаточно прост и используется в большей степени в зимних условиях на строительных площадках при температуре ниже -5?C — это использование ПНСВ (Провод Нагревательный Стальной Виниловая оболочка) и понижающего трансформатора. Его простота подтверждается также и тем, что этот же метод без особого труда и умственных затрат можно осуществить дома своими руками, используя в качестве понижающего трансформатора сварочный аппарат. 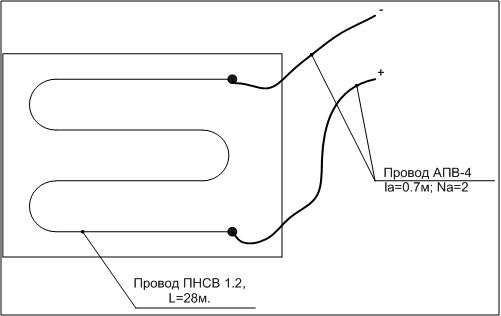 Принцип укладки петель ПНСВ До того, как начнётся заливка посреди арматурного каркаса, укладываются петли из ПНСВ, которые впоследствии будут нагреваться от понижающего трансформатора. Примечательно, что при использовании агрегата мощностью всего 80kW можно за один раз прогреть 90м3 бетона — это достаточно небольшие затраты, которые обеспечивают низкую себестоимость продукции. К недостаткам прогрева бетона сварочным аппаратом можно отнести неудобства прокладки самого кабеля, который необходимо закрепить к каркасу таким образом, чтобы не перетереть изоляцию — в противном случае возникнет короткое замыкание через землю и петля выйдет из строя.  Прогрев электродами Принцип прогрева опалубки электродами по своей сути ничем не отличается от метода с использованием ПНСВ, только здесь в качестве нагревательный элементов выступает арматура или толстая катанка (8-10 мм). Разница в том, что петли из ПНСВ удобно укладывать в плиту или плитный фундамент, а вот электроды больше подходят для вертикальных конструкций, то есть, для вертикальной опалубки. И ещё разница заключается в том, что электроды обычно втыкают сразу после заливки, а не до неё. Расстояние между электродами соблюдается порядка 60-100 см, но это зависит от температуры на улице — чем она ниже, тем чаще вставляют арматуру, чтобы увеличить интенсивность нагрева. Также здесь греется не сам электрод, как в случае с ПНСВ, а вода между арматурами (кому знаком принцип кипятильника из двух лезвий, тому объяснять не надо). Примечательно, что при прогреве колонны достаточно всего одной арматуры, которая послужит фазой, а землёй будет металлический каркас сооружения. Примечание. Недостатком электродного прогрева являются большие энергозатраты. Один электрод будет потреблять порядка 45-50А.  Греющая опалубка. Фото В данном случае нагревательные элементы монтируются непосредственно в щиты опалубки, и их всегда можно заменить, если они придут в негодность. Преимущества такого обогрева состоит в его рентабельности — опалубку можно применять практически для любой высоты зданий и использовать даже при 25-градусном морозе. Но в то же время, её невозможно использовать для нестандартных конструкций, и её стоимость достаточно высока. Некоторые химические ускорителиПояснение. Для начала следует пояснить, что между ускорителем твердения и схватывания есть разница. Так, на схватывание препарат срабатывает в первые часы и делает более интенсивным набор пластической прочности или формования после затворения цемента водой. А вот на затвердение химикат работает не только часами, но сутками, делая наиболее быстрым набор прочности за период своего воздействия.  Ускоритель-пластификатор «Форт УП-2» «Форт УП-2» это комплексная добавка, которую часто используют для очень широкого спектра бетонов и железобетонов различных марок. Наибольший эффект ускоритель твердения для пенобетона и бетона показывает, когда его применяют для ускорения твердения в строительстве монолитных конструкций, а также формовочных изделий — данный модификатор обычно используется для беспропарочного производства ЖБИ при температуре воздуха в помещении от 10?C и выше. Количественная масса «Форт УП-2″составляет всего 0,5%-0,7% от общей массы используемого цемента и за одни сутки обеспечивает 70% набора прочности и это при полном отказе от ТВО.  Асилин-12 Асилин-12 это ускорение твердения бетона жидкого типа, который используется как при низких, так и при высоких температурах и практически безопасен для человеческого организма. Чаще всего такой модификатор применяют, когда температура окружающей среды ниже 10?C и выше 25?C, чем увеличивают весь цикл работ примерно в 1,5-2 раза. По сравнению с порошкообразными составами Асилин-12 имеет несомненное преимущество, так как при замешивании он распределяется в растворе равномерно, чем значительно улучшает качество производства. ЗаключениеВ заключение следует сказать, что технические свойства ЖБ изделий, где были применены любые типы ускорения твердения, практически не изменяются. Следовательно, резка железобетона алмазными кругами и алмазное бурение отверстий в бетоне проходит аналогично с естественным твердением и не требует никаких дополнений ( узнайте здесь, как производится обеспыливание бетона).
|







© 2017 - 2023 smartremstroy.ru Карта сайта
